Katany z prekladanej ocele - pôvod a výroba
Pridané 26.01.2013 23:26:00 Počet zobrazení 29391
Japonské tradičné kováčstvo je nesmierne náročné umenie zhotovovania tradičných japonských chladných zbraní (nihonto) , vrátane katany, wakizashi, tanto, yari, nagini, nagamaki, tachi, uchigatany, nodachi, ódachi, kodachi, a ya (šípka).
Ostrie chladných zbraní bolo často kované s rôznymi profilmi, rôznej hrúbky a rôzneho typu výbrusu. Napríklad wakizashi alebo tanto neboli len zmenšeninou katany, boli často kované v Hira-zukuri alebo v iných formách, ktoré boli veľmi vzácne pri katanách.
Vďalšom texte sa budeme zaoberať výrobou japonských mečov , katán z prekladanej ocele tak, ako nám toto tajomstvo zanechali japonskí kováčski majstri minulých vekov.
Tradičné metódy výroby.
Oceľ.
Oceľ používaná vo výrobe katán je známa ako Tamahagane:, alebo " oceľový klenot" (Tama - guľa alebo šperk, Hagan - oceľ). Tamahagane sa vyrába zo železnej rudy a je hlavne používaná na výrobu samurajských mečov, katán.
Tavenie železnej rudy používa postup, ktorý sa líši od modernej masovej výroby ocele. Špeciálna taviaca pec je cca 1.2 m vysoká, 3.7 m hlboká, 1.2 m široká. Známa je pod menom tatara. Základom je taviaca vaňa z ílu, zahrievaná až do vysušenia. Zdrojom ohňa je drevené uhlie pálené z dreva mäkkej borovice. Po dôkladnom vysušení je potrebné čakať kým oheň dosiahne správnu teplotu. V tomto bode sa pridáva železný piesok známy ako satetsu. Nasledujúcich 72 hodín sa vrství vrstva železného piesku a uhlia. V minulosti tento proces zamestnal štyroch alebo piatich pomocníkov. Trvá asi týždeň kým sa ukončí proces premeny železa na oceľ. Oceľ sa nikdy kompletne neroztaví, a to umožňuje vytvoriť oceľové kusy s vysokým aj nízkym obsahom uhlíka, ktoré sa od seba oddelia v procese chladenia. Po ukončení procesu tavenia je pec rozbitá a oceľový blok známy ako kera. V procese tavenia je z cca 9,1 tony satetsu (železného prachu) a asi z 11 ton borového uhlia vzniká nie viac ako 2,3 tony Kery (primárny oceľový blok), z ktorého sa separuje menej než tona tamahagane
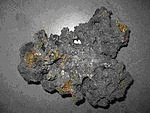
Tamahagane.
Kováčsky majster starostlivo rozbije keru a oddelí ocele s rôznym obsahom uhlíka. Oceľ s najnižším obsahom uhlíka sa nazýva Hoch-Tetsu, používa sa pre výrobu shingane (jadro čepele), je mäkšia a pružnejšia ako Nabeu-Gane oceľ s vysokým obsahom uhlíka. Nabeu-Gane je potom kovaná a prekladaná v striedavých vrstvách, pomocou veľmi zložitej metódy k vytvoreniu Kawa-Gane (alebo, "plášťová oceľ"). Kawa-Gane je krehká oceľ s vysokým stupňom tvrdosti. Najvýznamnejší proces je prekladanie, kde je kov opätovne (16 a viac krát) prekladaný a kovaný. Proces prekladania odstraňuje nečistoty a pomáha rovnomernejšiemu rozptylu atómov uhlíka v oceli. Striedanie vrstiev kombinuje zároveň tvrdosť s ťažnosťou a výrazne zvyšuje tuhosť oceli.
Zloženie.
Zloženie podľa percentuálneho zastúpenia jednotlivých zložiek varíruje. V tabuľke je uvedený príklad zloženia prekladaných katán Gunto z obdobia druhej svetovej vojny:
| Železo | 95.22% - 98.12% |
| Uhlík | 0.32% - 3.00% |
| Kobalt | 1.54% |
| Magnezium | 0.11% |
| Wolfram | 0.05% |
| Molybdén | 0.04% |
| Titanium | 0.02% |
| Kremík | Stopové množstvo |
| Iná zmes prvkov | Zvyšok |
Výroba meča
Ručné kovanie ostria bežne trvalo niekoľko dní alebo týždňov, a bolo považované za posvätné umenie, tradične sprevádzané širokou paletou šintoistických náboženských rituálov. Do procesu výroby meča nebola zapojená len jediná osoba, výroby sa zúčastňovali aj iní ako napr. učni pri procese prekladania ocele, leštič ocele, brusič.... Samostatne sa vyrábala na mieru pošva(saya), rukoväť(tsuka), záštitu(tsuba) Tie často tiež vyrábala iná osoba ako kováč sám.

Katana z tamahagane, ukazuje striedajúce sa vrstvy s rôznzm obsahom uhlíka
Kovanie
Najprebádanejšou súčasťou výrobného procesu je prekladanie ocele, pri ktorom je oceľ opakovane zahrievaná, opakovane preložená a znovu kovaná. Metóda opakovaného prekladania ocele za účelom zvýšenia pevnosti, odstránenia nečistôt a zhomogenizovania ocele pokiaľ ide o rovnomerné rozptýlenie uhlíka v nej, spolu s ďalšími technológiami, ako je diferenciálne kalenie, bola do Japonska dovezená z Číny, kde pôvod týchto technológii sa datuje do obdobia dynastie Han. Je veľmi pravdepodobné, že táto metóda bola zavedená do Japonska počas dynastie Tchang, kedy Japonci ,,doviezli“ do svojej krajiny množstvo kováčov a iných remeselníkov.
V tradičnej japonskej výrobe mečov sa aj oceľ s nízkym obsahom uhlíka Hoch-Tetsu prekladá niekoľkokrát, za účelom odstránenia nežiaducich zvyškov po tavení. Tento mäkký kov, s názvom shingane býva používaný pre jadro čepele. Tamahagane s vysokým obsahom uhlíka Nabeu-Gane je rovnako tak kovaná do vrstiev. Nabeu-Gane sa zahrieva, kalí vo vode, a potom sa rozdrví na malé kúsky za účelom odstránenia zvyškov po tavení (troska). Kusy Nabeu-Gane sa zahorúca stavia do jedného bloku v procese, ktorý sa nazýva age-kitae. Blok je potom kovaním predlžovaný, rozrezaný, vrstvy sú preložené na seba a znovu skované dohromady. Jednotlivé kusy môžu byť otáčané a skované dohromady z rôznych strán. Často rôzne zmeny smerov naviazania jednotlivých kúskov nabeu-gane vytvorí na záver rôzne kresby, či vzory na čepeli. Tento proces, nazývaný shita-kitae, sa opakuje od 8 do až 16 krát. Po 20 preložení (viac ako milión vrstiev), sa oceľ stáva takmer homogénnou čo sa týka rozptylu častíc uhlíka v nej a v tomto ohľade ďalšie prekladanie stráca význam. V závislosti od množstva uhlíka použitého v tomto procese (miešanie ocele pri kovaní s dreveným borovým uhlím), tento proces tvorí buď veľmi tvrdú oceľ pre ostrie, nazývanú hagane, alebo menej tvrdšiu pružinovú oceľ, s názvom kawagane, ktorá je často používaná pre bočné časti a chrbát čepele.
Počas niekoľkých posledných prekladaní, ocele s rôznym stupňom tvrdosti sú vrstvené v presných laminačných vzorcoch. Medzi jednotlivými zahrievaním, prekladaním a kovaním, je oceľ pokrytá zmesou hliny, vody a popola, ktorá oceľ chráni pred oxidáciou a opätovným zvyšovaním obsahu uhlíka. Íl pôsobí ako absorbant nečistôt medzi vrstvami. Tento postup purifikácie ocele bol v minulosti populárny kvôli používaniu vysoko nečistých kovov, čo vyplývalo z nízkej teploty tavenia dosahovaného v tej dobe.
Dôsledky procesu prekladania ocele:
- vytvorenie a spájanie vrstiev rôznej tvrdosti. Počas kalenia, vysoko uhlíkové vrstvy dosahujú väčšiu tvrdosť ako vrstvy s nižším obsahom uhlíka. Tvrdosť vysoko uhlíkovej ocele sa tak spojí s húževnatosťou nízko uhlíkovej .
- eliminácia výskytu prípadných dutín v kove
- homogenizovanie kovu - zvýšenie pevnosti znížením počtu potenciálnych slabých miest.
- odstránenie nečistôt, v časoch minulých pomáhalo prekonať nedostatočnú kvalitu surovej japonskej železnej rudy.
Prekladanie ocele dáva čepeliam ich špecifickú kresbu(hada) s líniami smerujúcimi naprieč čepeľou (masame-hada), líniami podobnými ako kresba stromu(itame hada,) sústrednými vlnitými textúrami (neobvyklý rys videný takmer výlučne v škole Gassan-ayasugi-hada)
Skladanie rôznych druhov ocelí (laminácia)
Metódy laminácie alebo vkladania a spájania ocelí s rôznym stupňom tvrdosti boli okrem výroby tradičných japonských mečov známe aj v Číne ako gang bao (doslovne "zabalená oceľ"), pretože prinajmenšom v období dynastie Tang sa tento výrobný postup používal na dosiahnutie požadovaných vlastností v rôznych častiach meča nad úroveň, ktorú ponúka diferenciálne kalenie.
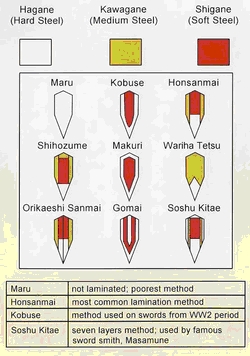
Drvivá väčšina moderných katán a wakizashi sú maru (niekedy tiež nazývaný muku) typ, ktorý je najzákladnejší, kde meč je vyrobený z jedného druhu ocele. Kobuse typ je vyrobený za použitia dvoch ocelí, hagane a shingane. Honsanmai a shihozume typy majú v sebe pridaný tretí typ ocele, nazvaný kawagane. Existuje nespočetný počet druhov skladania(laminácie) ocelí, ktoré boli typické pre tú ktorú kováčsku dielňu. Niekedy je hagane oceľ vykovaná do tvaru U do ktorého je vložené jadro z mäkšej ocele. Následne sa kovaním oceľ vykove do tvaru meča. Komplexnejšie typy katán, zložené z viacerých (4 a viac) typov ocelí je možné vidieť len na pár historických exponátoch. Meče vyrábané v súčasnosti bývajú zložené z dvoch maximálne z troch typov ocelí rôznej tvrdosti.
Shihozume a soshu-kitae typy sú pomerne vzácne, zadná strana čepele býva spevnená.
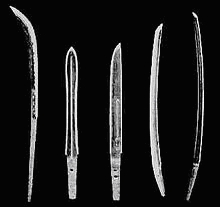
Rôzne tvary japonských chladných zbraní príbuzné katane:
zľava doprava: Nagini, Tsurugi alebo Ken, Tanto, Uchigatana a Tachi.
Ako Japonsko vstúpilo do doby bronzovej, meče nájdené v Japonsku boli tvarom veľmi podobné tým nájdeným v kontinentálnej Ázii, tj. Číne alebo v Kórei a Japonci prijali čínsku terminológiu spolu s metalurgiou, technológiami a tvarmi meča. Jednosečný rovný alebo zakrivený sa nazýval tou, rovný dvojsečný sa nazýval ken.
Postupom času sa však meč s jedným ostrím a charakteristickým zakrivením stal natoľko dominantným typom v Japonsku, že pojmy tou alebo ken sa začali používať pre označenie meča ako takého. Japonec hovorí o meči pri jeho pomenovaní ako o nihontou , zatiaľ čo meč v bojových umeniach ako Kendo a Kenjutsu je označovaný ako ken.
Prototypom dnešného japonského meča bol chokuto, alebo "rovný meč s jedným ostrím", bez akéhokoľvek zakrivenia s krátkou rukoväťou, ktorá umožňovala používať meč len jednoručne. Tento dizajn bol bežný v Číne a Kórei v dobe dynastie Han, a zmenil sa až za dynastie Tang. Množstvo týchto mečov bolo vykopaných v Japonsku z hrobov datovaných do obdobia Kofun.
Postupne sa chokuto vyvinul do podoby katany, ako ju poznáme dnes, získal svoje charakteristické zakrivenie a japonský štýl kovania. Rukoväť sa vývojom predlžovala pre použitie jednou rukou alebo oboma r$ukami. Záštita (Tsuba) vyčnieva z meča vo všetkých smeroch.. Tvar japonskej tsuby zodpovedá japonskému štýlu šermovania, ktorým sa samozrejme popri eliminácii protivníka snažili šermiari pri strete dvoch katán zamedziť ich zlomeniu, odštiepeniu, či vyštrbeniu. Tým, že sa pri blokoch stretávali často boky či chrbty čepelí, bolo nutné chrániť ruku záštitou presahujúcou rukoväť po celom obvode .
Tepelné spracovanie
Výhodou meča s jedným ostrím je možnosť rôznym spôsobom upravovať obe strany čepele a rôznou rýchlosťou kalenia dosahovať rôznu tvrdosť ostria a chrbta čepele a zároveň dosahovať požadované zakrivenie čepele. Japonský kováči túto možnosť plne využívali. Samozrejme opäť sa je treba vrátiť k starým Číňanom, od ktorých túto techniku Japonci prebrali. Táto technika sa nazýva metóda diferenciálneho kalenia. Na čepeľ bola nanášaná zmes popola a hliny(ílu) vo vrstvách rôznej hrúbky. (ostrie bolo bez alebo pokryté len veľmi tenkou vrstvou ílu, smerom k chrbtu čepele sa hrúbka ochrannej vrstvy zväčšovala (ostrie sa ochladilo najrýchlejšie, smerom k chrbtu prebiehalo ochladzovanie pomalšie).
Rozdielne tepelné spracovanie oboch strán čepele vedie k vytvoreniu charakteristickej línie na čepeli nazývanej hamon, podľa ktorej sa často hodnotí kvalita a krása hotovej čepele. Rôzne vzory hamon vyplývajú zo spôsobu akým je hlina použitá. Často to bol ukazovateľ štýlu výroby meča a niekedy to bol aj podpis jednotlivého kováča.
V pokračovaní prinesieme informácie o zdobení , výrobe doplnkov a finalizácii výroby legendárnej katany.